超过55%的电子元件故障与印刷电路板(PCB)上持续过高的温度有关。这归因于高度集成功率模块的封装密度的增加以及电子元件的日益小型化。因此,有必要提高PCB的冷却性能,以缩短操作时间。
在这项工作中,一个新的概念,为本征冷却的印刷电路板进行了研究。这一概念基于预结构阻燃玻璃纤维增强环氧层压板(FR4)的背面注射成型,因为它们通常用作PCB的基材,具有导热热塑性塑料。这种导热层的主要功能是散热和局部散热。因此,通过挤出技术制备了基于高温热塑性塑料和导热填料的复合材料。FR4切割厚度为0.25mm,在标准注塑机中进行背面注塑成型。在注塑过程中,对模具温度、注射压力和保压压力进行了优化。测试了多层复合材料的冷却性能。利用Linseis-LFA500导热系数测量仪测定了化合物在特定温度下的热扩散率。结果表明,可以得到与FR4有足够附着力的导热聚合物。采用低热膨胀陶瓷填料对FR4和热塑性塑料的热膨胀系数(CTEs)进行了校正。从而获得了无变形的多层复合材料。进一步的实验表明,用导热聚合物对FR4进行反注成型可以提高其冷却性能。特别是在注射成型过程中,在FR4表面填充导热聚合物,再加上精细的钻孔通道,可以降低FR4表面的温度。
图1:三个方向的线性热膨胀系数:(a)35 vol.%Al2O3的PEI和(b)35 vol.% BN的PEI。
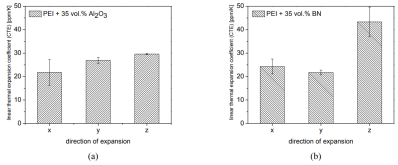
图2:通过SEM获得FR4基板与具有35 vol.%Al2O3的化合物PEI和具有35 vol.% BN的化合物PEI(b)之间的界面的图像。
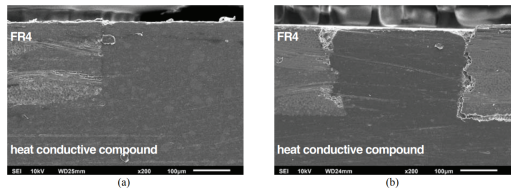
图3:以35 vol.%Al2O3和35 vol.% BN的化合物为例,绘制了它们的导热系数随温度的变化曲线。在注塑板的表层和中间层测定了导热系数。
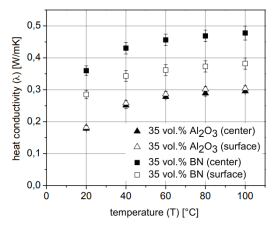
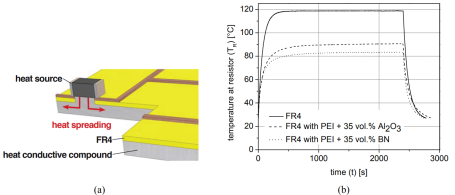
图4:FR4(60 x 60 x 0.25[mm])、FR4(60 x 60 x 0.25[mm])和FR4(60 x 60 x 0.25[mm])的导热层(a)和热管理曲线(b)的工作原理和热管理曲线(b)的背面注塑成型层为PEI+35 vol.%Al2O3(60 x 60 x 2.75[mm]),背面注塑成型层为PEI+35 vol.% BN(60 x 60 x 2.75[mm])。